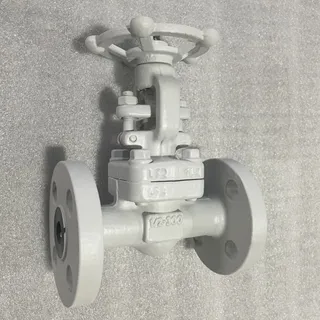
Low-Temperature Gate Valves, Forged Steel, API 602, 1/2-2 IN

Key Specifications / Features
Our Low-Temperature Gate Valves Factory produces high-quality gate valves designed for demanding cryogenic applications. These valves comply with API 602 and ASME B16.34 standards, ensuring reliability and safety. Manufactured from forged carbon steel, stainless steel, and alloy steel, they are available in sizes ranging from 1/2 to 2 inches and pressure ratings from Class 150 to 2500 LB. Specifically engineered for low-temperature fluids such as liquid oxygen (LO), liquid nitrogen (LN), liquid argon (LA), and liquefied natural gas (LNG), these valves offer exceptional performance and durability in extreme cryogenic conditions.
Detail Information
Product Name: Forged Steel Low-Temperature Gate Valves
Nominal Bore Size: 1/2-2 Inch, DN15-DN50
Nominal Pressure: Class 150-2500 LB, PN20-PN420
Design and Manufacturing Standard: API 602, ASME B16.34
Inspection and Testing Standards: API 598
Structural Length Standard: ASME B16.10
Body Materials: ASTM A105N, A350 LF2, LF3, A182 F11, F5, F22, F304, F304L, F316, F316L, F321, F304H, F316H, F321H, F51, F53, F55, F91, F92, F347, 310S, Incoloy 800H, Incoloy 600, Incoloy 625 and other special alloys
We are able to manufacture the following Ultra-Low Temperature Gate Valves:
- Gate Valves for Liquefied Natural Gas (LNG)
- Low Temperature Gate Valves for Air Separation and Liquefaction
- Low Temperature Gate Valves for Liquid Oxygen (-183°C)
- Low Temperature Gate Valves for Liquid Nitrogen (-196°C)
- Low Temperature Gate Valves for Liquid Argon (-186°C)
- Low Temperature Gate Valves for Ethylene (-104°C)
- Low Temperature Gate Valves for Ammonia (-33°C)
- Low Temperature Gate Valves for Liquid Carbon Dioxide (-78°C)
- Low Temperature Gate Valves for Food and Cold Chain Industries
Certifications and Treatments
Passed ISO 15848-1 Class 1500 LB -196°C low-temperature test.
Packing seal uses Inconel packing, and the mid-flange gasket adopts TA-LUFT certified gasket
Entire installation process involves degreasing and defatting treatment
Additional Unique Designs
Nut with flat bearing for lower torque
Position indicator for opening and closing
Locking chain structure
Spring-loaded compensator



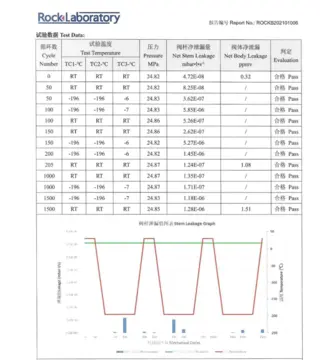
The leakage value, after undergoing 1,500 cycles of operation at -196 degrees Celsius as per ISO 15848-1, shows an extremely low level.

The upper cover of the cryogenic valve, after being disassembled following 1,500 cycles of operation at -196 degrees Celsius in accordance with ISO 15848-1.
Send your message to this supplier
FAQs
Basic Concept
Low Emission Valves refer to valves that, through special design and manufacturing processes of the stem packing and mid-seat gasket, control the leakage of media (gases, liquids) to extremely low levels. They are primarily used in industrial scenarios with high safety and environmental protection requirements. The core objective is to reduce or prevent the leakage of harmful media (such as volatile organic compounds (VOCs), toxic gases, flammable and explosive substances, etc.) into the external environment. Therefore, low emission valves offer multiple advantages in terms of energy conservation, emission reduction, reduced safety risks, and environmental pollution.
Key Technical Standards and Leakage Grades
The performance of Low Emission Valves is quantified by their leakage rate, and different industries follow different standards. Common standards include:
1. International Standards
ISO 15848-1: This standard classifies valve leakage grades into four levels: A (the highest requirement), B, C, and D. Grade A requires a leakage rate of ≤100 ppm (by volume).
API 624 (American Petroleum Institute): This standard, applicable to the refining and chemical industries, specifies a leakage rate of ≤100 ppm (for gases) under specific pressures.
EPA Standard (U.S. Environmental Protection Agency): This standard, targeting VOC emissions, requires a leakage rate of ≤500 ppm.
2. Chinese Standards
GB/T 42223-2022: This standard, which references international standards, regulates the design, manufacturing, and testing of Low Emission Valves.
|
Comparison Dimension |
Traditional Valves |
Low Emission Valves |
|
Leakage Rate |
Typically ≥1000 ppm (for gases) |
≤100 ppm (some can reach ≤10 ppm) |
|
Sealing Structure |
Single seal (e.g., packing gland) with poor initial stability, susceptible to temperature changes and impact |
Single seal (e.g., packing gland) with long-term extreme stability, unaffected by temperature changes and impact |
|
Testing Requirements |
Hydrostatic / Pneumatic tests |
Helium leak detection (leakage rate ≤1×10⁻⁷ Pa・m³/s) |
|
Cost |
Lower |
Slightly higher, but less than 1-2% more than traditional valves |
|
Applicable Media |
General industrial fluids |
High-risk, high-value, and high environmental protection requirement media |
Storage Performance Deficiencies of Traditional Valves
Traditional valves using ordinary graphite packing face dual storage risks.
1. Physical Adsorption Leading to Operational Failure
During long-term static storage, graphite molecules adhere to the valve stem surface due to van der Waals forces, forming a rigid adsorption layer. This increases the valve opening torque by 2-3 times compared to the initial value. In extreme cases, it may cause the actuator to overload and fail.
2. Chemical Corrosion Leading to Seal Degradation
Ordinary graphite packing typically has a sulfur content of ≥1200 ppm (by mass). In storage environments with humidity ≥60%, sulfur reacts with the metal valve stem through electrochemical corrosion, forming a FeS corrosion layer. This enlarges the seal interface gap, causing the leakage rate to increase exponentially over time, with an average annual leakage increase of 30%-50%.
Storage Performance Advantages of Low Emission Valves
Low Emission Valves achieve a breakthrough in storage stability through the following means:
1. Upgraded Material System
Sealing Packing: High-purity sulfur-free graphite (sulfur content ≤0.01%) with ≥99.5% purity is used. The interlayer bonding is enhanced through nano-scale flake orientation technology, blocking the migration path of sulfur elements.
Mid-flange Gasket: Modified flexible graphite composite material with 15%-20% nickel-based alloy reinforcement is used to form a corrosion-resistant skeletal structure.
2. Performance Verification Data
Traditional Valves: Opening torque increases from 80 N•m to 220 N•m, and leakage rate rises from 500 ppm to 2800 ppm.
Low Emission Valves: Opening torque fluctuation is ≤±5%, and leakage rate remains below 20 ppm, fully meeting the stringent long-term storage performance requirements of API 624.
At first, manufacturing low emission valves was pretty much the same for us as it was for other regular valve manufacturers in China. If we ran into problems like valves not passing tests or having leak rates that kept changing, we'd just try to get better packing materials from a different supplier. We didn't really stop to think about the bigger picture, like how the whole manufacturing process or the properties of the materials we were using might be causing the issues.
Over time, we figured out that the metal parts of the valves were pretty reliable, but we hadn't been paying enough attention to the non-metal parts that actually do the sealing. And those parts are super important for making sure the valves don't leak. So, back in 2008, we decided to focus on manufacturing low emission valves from start to finish.
First, we created a special team just for figuring out better ways to seal valves. They dug deep into how to make the seals work really well and how to build them. At the same time, we started working closely between the people who design the seals and the people who manufacture the valves. By tweaking the design of the seals and how we put the valves together, we made a system where everything works together perfectly. After that, we tested a bunch of different valves to see how well they sealed in all kinds of situations: different sizes, pressures, and temperatures. All the data we collected from these tests helped us keep improving our valves.
Now, when we manufacture a bunch of valves and check them randomly, they all meet the tough standards of API 624 and ISO 15848-1. We've gone from just following a process to really understanding and controlling the technology ourselves.
Similar Products




Related Searches
Products you might also like







- https://www.magpievalve.com/
- Address: Three Bridge Industrial Zone, Oubei Town, Wenzhou, Zhejiang, China
- Phone: 86 13868637179
- Business Type: Manufacturer
Source: https://www.magpievalves.com/low-temperature-gate-valves-forged-steel-api-602-1-2-2-in.html